Lithophanes im Ultra-Profi-Modus
Lithophanie Parametereinstellungen
Mikrolithophanie
für
schnellere und detailiertere Gravuren
Nach sehr vielen Versuchen habe ich nun die besten Ergebnisse erzielt. In einer Übersicht werden die Parameter und Hinweise dargestellt. Gearbeitet wurde mit Vectric Aspire, Mach3 sowie der MDLCNC als Steuerkarte. Warum Profimodus? Hier wird nicht mehr geschruppt, nur das Schlichten findet statt und dies auch noch ein bisschen schneller als zuvor in den älteren Blogposts erwähnt. Es bringt eine enorme Zeitersparnis mit sich.
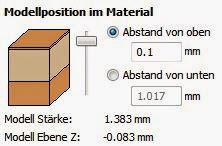
Zum Verständnis, das Reliefbild ist hier im Rohmaterial etwas heller dargestellt -->
Generell gilt:
- Modell 0.1 mm von der Oberfläche herentsetzen, um Unebenheiten auszugleichen
- Je dicker das Modell umso kontrastreicher ist das Lithophane
- Min. 1mm Abstand von unten lassen, wirds zu dünn, so ist es zu transparent
- Jeder Fräser benötigt "Mindestmaterial" zum Abtrag, stellen Sie den Bahnabstand nicht zu gering ein. Mehr zum richtigen Bahnabstand weiter unten
- Drehzahl runter! Vorschub hoch, aber nicht zu viel sonst bricht sofort der Fräser ab
- Kaufen Sie 3 bis 4 dünne Fräser, denn einer bricht auf jedenfall schneller als Erwartet
- Benutzen Sie für die Befestigung der Plättchen kleine doppelseitige Klebebänderabrisse
- Das Lösen ist nicht mit einem Stechbeitel, sondern Spachtel oder Messer durchzuführen, da ein Beitel das ganze Bild zu stark anhebt. Folge sind Mikrorisse im spröden Polystyrol
- Je kleiner der Fräser und geringer der Bahnabstand, umso besser das Ergebnis
- Zu Beginn die Kontur ausfräsen, damit Sie ein schönes Maßhaltiges Plättchen haben, danach erst das Lithophane fräsen. Sinn hierbei ist, wenn das Lithophane fertig sei und beim Randausschnit etwas schief läuft, so ist das Lithophane im Eimer.
- Zum verkleben kein Aceton, sondern speziellen Kunststoffkleber verwenden. Aceton trocknet im Vgl. zum Spezialkleber viel zu lange
- Bei SF1 lieber Drehzahl etwas höher setzen und in die erste Bahn eintauchen, danach erst Drehzahl runterregeln, näher s.u.
Die richtige Drehzahl einstellen:
Damit der Fräser wegen der Reibwärme und der guten wärmeisolierenden Eigenschaft von Kunststoff sich nicht zusetzt, muss die richtige geringe Drehzahl eingestellt werden. Ist die Drehzahl zu gering wird der Fräser beim ersten Eintauchen abbrechen und die Oberfläche wird schlechter. Ist die Drehzahl zu hoch eingestellt, so produzieren Sie "Pulverschnee", welcher wegen seiner sehr kleinen Masse schnell am Fräser haftet und aufschweißt.
Die Drehzahl ist richtig eingestellt, wenn Sie "Kokosraspel"-ähnliche "Flocken" bzw. Späne produzieren. In den Abbildungen sind jeweils immer der 2mm und 1mm Schaftfräser nebeneinander gelegt. Die Flocken auf der Nutenplatte sind vom SF2 und die auf dem Bambusbrett vom SF1.
Die Drehzahl für den SF2 ist viel einfacher einzustellen und hat eine größere Bandbreite bis zum Zeitpunkt des Aufschmelzens.


Die richtigen Schnittwerte einstellen:
Kontur ausschneiden
verwendeter Fräser: einschneidiger D=1mm
Vorschub (XY): 1200 mm/min
Eintauchvorschub (Z): 500 mm/min
Tiefe je Durchgang: 0.65 mm (d.h. 4 Durchgänge benötigt)
Drehzahl: Erste Bahn 23.000 bis 30.000 danach erst auf 7700 U/min
Lithopahnen gravieren
verwendeter Fräser: einschneidiger D=1mm
Vorschub (XY): 1400 mm/min
Eintauchvorschub (Z): 500 mm/min
Drehzahl: Erste Bahn 23.000 bis 30.000 danach erst auf 7700 U/min
max. Bahnabstand: 0.2 mm
Somit wurde der Prozess optimiert für "ohne Werkzeugwechsel"
Zeit vorher ~38 Min. Zeit nachher ~20 Min / Bild
Viel Spaß beim Nachfräsen! ;-)


Kommentare
Kommentar veröffentlichen